
Laser Engraving Problems & Solutions for the Industrial User
In industrial manufacturing, laser engraving is often viewed as a simple finishing step. But when marking problems occur, the consequences can quickly spread throughout the production process. A barcode that won’t scan, a part that fails traceability requirements, or a mark that becomes unreadable after coating can all create unexpected production bottlenecks. These issues lead…
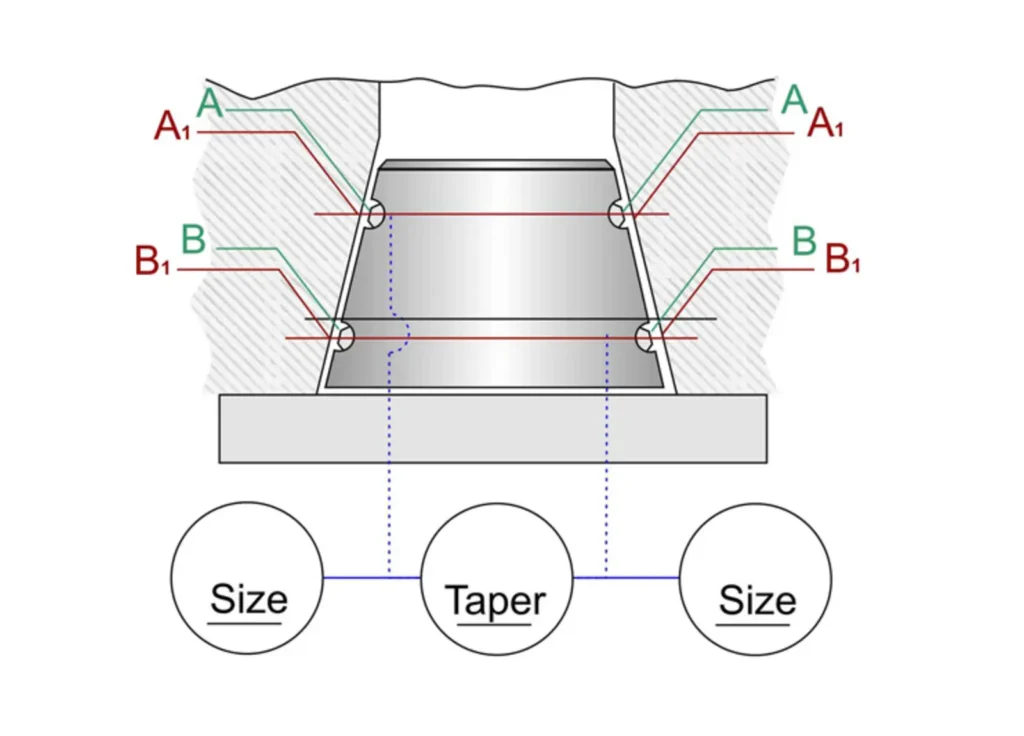
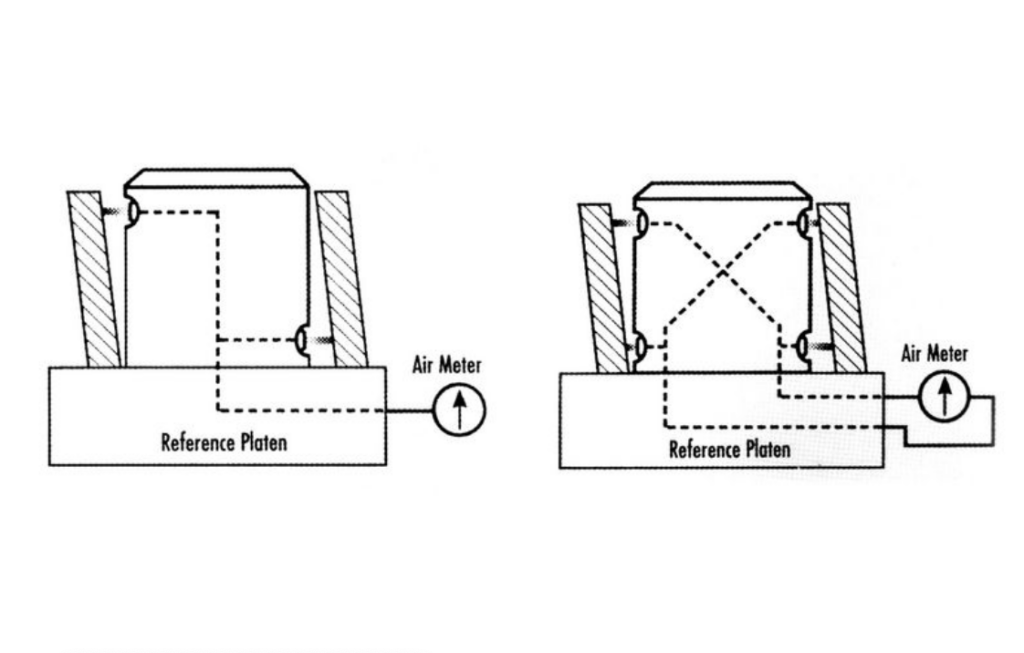
Pushing the Limits of Air Gaging
We have talked many times about how air gaging allows you to measure many jobs faster, more conveniently, and more accurately than other gaging methods. In the measurement of all hole conditions, air gaging is unsurpassed for speed and accuracy, while in checking any dimensional characteristic, air offers sufficient magnification and reliability to measure tolerances…
Searching for Zero
Searching for Zero A Guide to Gage and Instrument Calibration {{ vc_btn: title=VIEW+%2F+DOWNLOAD+&color=blue&size=lg&align=center&css=&link=url%3Ahttps%253A%252F%252Fdetercoonline.com%252Fwp-content%252Fuploads%252F2026%252F05%252FSEARCHING-FOR-ZERO-2ND-EDITION-.pdf%7Ctarget%3A_blank }}
Air is Free, but not Care-Free
Air gaging represents the method of choice for most high-resolution measurements on large production runs. While quite durable and reliable compared to mechanical gages, air gaging is not care-free. Accurate air gaging requires proper maintenance of the tooling, and vigilance over the air supply. Although the factory air supply may not be under the gage…
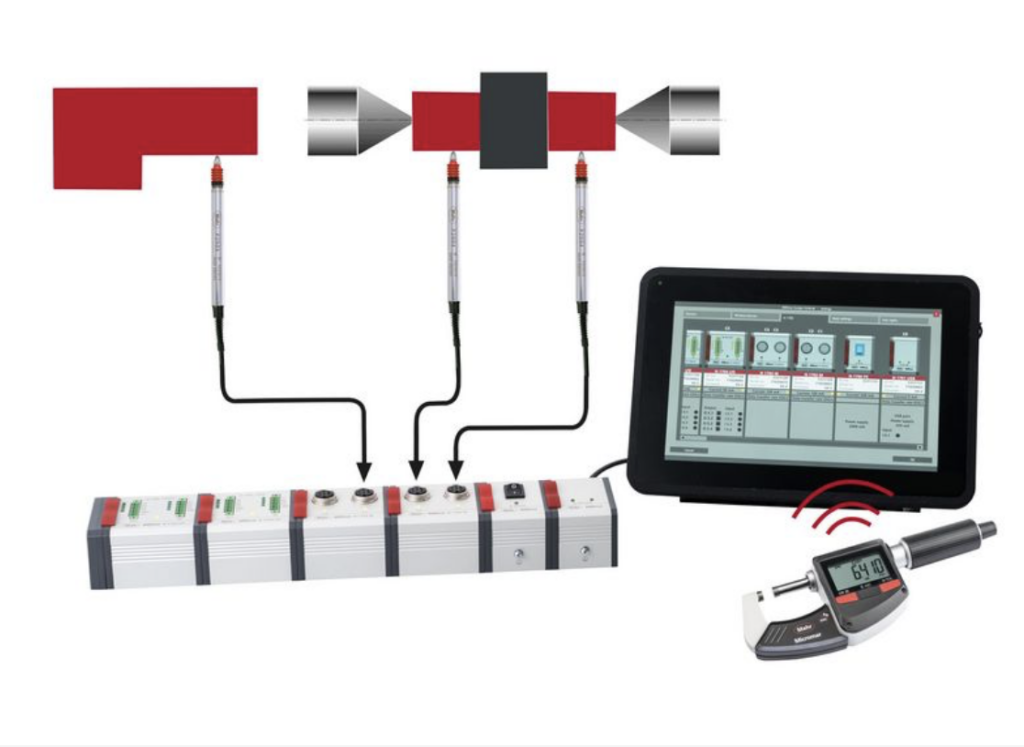
Building Temperature Compensation into the Gaging Station
Temperature fluctuations are one of the most common causes of measurement errors on parts with tight tolerances. As production tolerances become ever tighter and the error margin for measurement results constantly shrinks, this is an important issue that users may need to consider in their inspection process. The background to this is a natural physical…
Tired of Inconsistent Operator Readings?
END THE YEAR WITH A KINGSCAN V IN HAND: INSTANT IMPRESSIONS READS INDENTS TO .001 MM FITS IN YOUR HAND WEIGHS UNDER 3 LBS ASTM E10 TYPE A REPEATABLE RESULTS NO CORD NEEDED START SAVING TIME WITH CONSISTENT, AND ACCURATE RESULTS. WATCH THE KINGSCAN IN ACTION
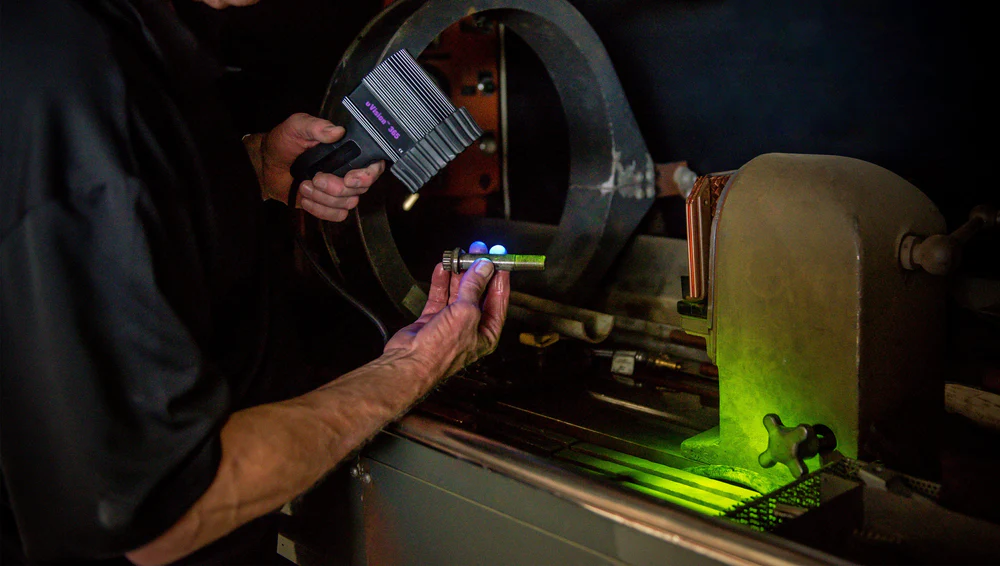
The Critical Role of UV Lamps in Magnetic Particle Inspection
Photo courtesy of Spectra UV In industries where safety is paramount (aerospace, oil and gas, automotive manufacturing) invisible cracks in metal components can lead to catastrophic failures. A tiny fracture in an aircraft landing gear or a hairline crack in a pipeline might be impossible to see with the naked eye yet could result in…

Building a Calibration Procedure for Calipers
Digital calipers are one of the most common hand tools used on the shop floor. In a manufacturing plant, under a quality control system, these tools need to be checked and calibrated on a regular basis. We have discussed in past articles the pros and cons of doing gage calibrations internally or by an external…

Brinell Testing: Reliable Hardness and Strength Verification for Critical Metals
As supply chains shift and materials come from a wider range of sources, verifying the quality of incoming metals is more critical than ever. At King, we rely on Brinell hardness testing as a trusted, proven method for quickly assessing both material hardness and estimating tensile strength—giving you confidence before production begins. Brinell testing for…

Gaging and Mastering Uncertainty
When measuring parts to tolerances of a thousandth of an inch, we can usually be certain that our measurements are accurate to within a “tenth,” if we follow standard gaging practice: i.e., master the gage frequently, maintain the gage in good working order, keep things clean, have the master recalibrated periodically, etc. But certainty becomes…